Leak Testing Technologies
Know-How
Leak Testing Methods
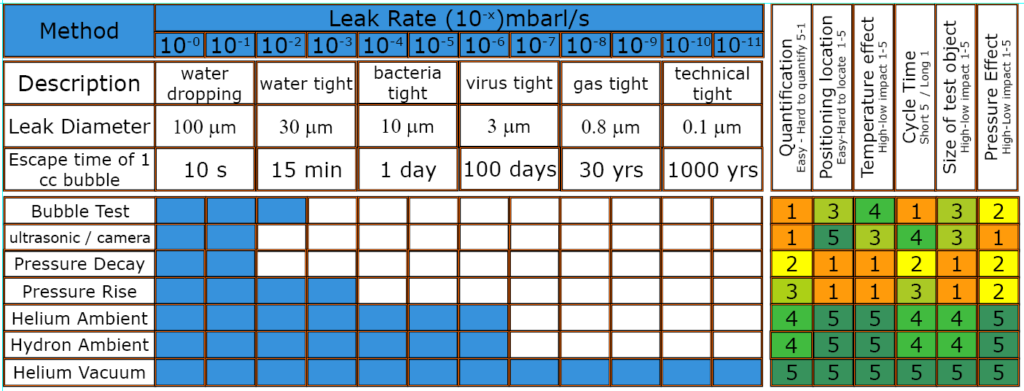
The table below summarizes the properties of the leak testing technologies.
Terminology and the explanation on the graphic
Quantification
If there is a leak are you capable to quantify how much it is leaked. In bubble hard but in helium testing it is easy to quantify the amount leaked
Positioning, locating
If there is a leak you may require to learn the position of the leak. In pressure decay or increase tests you cannot say where the leak is but in helium testing you can give the position by sniffing
Temperature effect
the effect of the temperature around the test object or the temperature of the gas used in testing affects the performance of the testing. In pressure tests it is most effective
Cycle Time
On some condition the requirement for the time to perform the test changes with the testing methodology. Bubble tests have longer testing duration as compared to other methods
Size of test object
The size of the test object can affect of the testing performance. Pressure testing is the most sensitive to size and the helium test is the least affected one.
Pressure Effect
there should be a pressure difference between the pressure inside and the outside of the object. at ultrasonic testing without high pressure difference it cannot be performed.
Most Common Test Methods
Bubble Test Method
Test object is submerged in water or oil and the number of bubbles going out are counter by time. Mostly used in car tire repair stations.
Ultrasonic Testing
Test object is filled with gas with minimum 3-4 bars of difference. Through the noise leak is defined. or ultrasonic vibration is performed in bubble testing to increase speed of testing
Camera Testing
Infra-red camera indicates the leak. It is mainly used in compressed air lines or gas distribution lines where it is not easy to reach. High pressure required.
Pressure Decay Testing
Test object is filled with gas, the decrease of the gas pressure is measured within time. It is applicable where there is no temperature deviation and if the test object is small.
Pressure Rise Testing
Test object is vacuumed, the increase of the gas pressure is measured within time. It is applicable where there is no temperature deviation and if the test object is small.
Helium Testing Ambience
Helium is filled to the testing object and the amount of the leaked helium particles are counted. It is not dependent on temperature environment and pressure.
Hydron Testing
Hydrogen is filled to the testing object and the amount of the leaked hydrogen particles are counted. we developped a system to ensure high safety standards to use directly Hydrogen
Helium Testing Vacuum
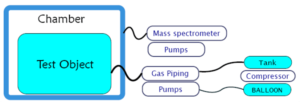
Test is same as helium ambient testing but test object is positioned inside a chamber to ensure faster results and very precise amounts of leaks.
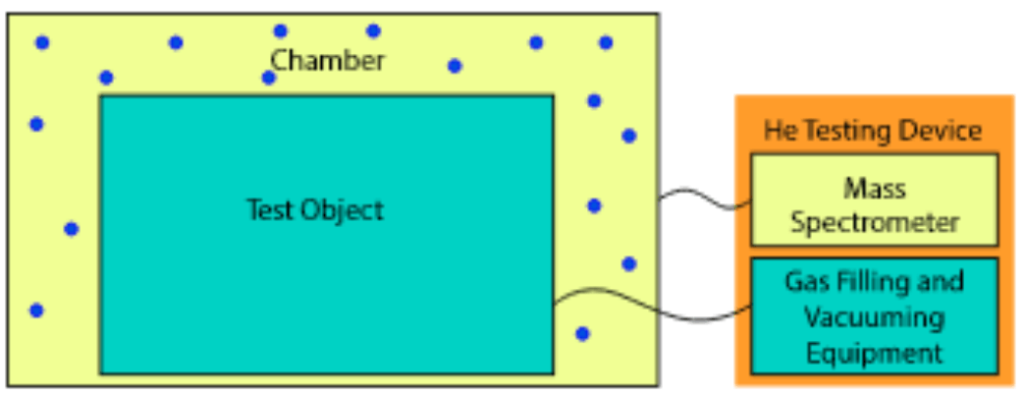
Helium ambient testing, Helium testing in Vacuum and all types of hydron testing has the configuration as aside. The main difference is that on vacuum chamber is taken to vacuum then the chamber property is different.
How to select right leak testing method
The choice of a leak detection method depends on various factors. We have simplified the explanation to highlight the key points, but if you require more detailed information, please feel free to contact us.
To illustrate, let’s consider a kitchen faucet that is leaking. If the faucet has a hole of 100 microns, you will notice approximately 1 cc of water accumulated after waiting for 10 seconds. On the other hand, in highly technical applications such as spaceships, there shouldn’t be any holes even as small as 0.1 microns. Therefore, the first step is to examine similar applications and determine the acceptable level of product loss for your specific requirements. This definition will guide you in selecting the most appropriate leak detection method.
For instance, if you need to check for a leak in a tire, you can submerge it in water, and within a few minutes, you will be able to see if there is a leak. However, if maintaining gas tightness is crucial, it may take years before you can detect a single bubble
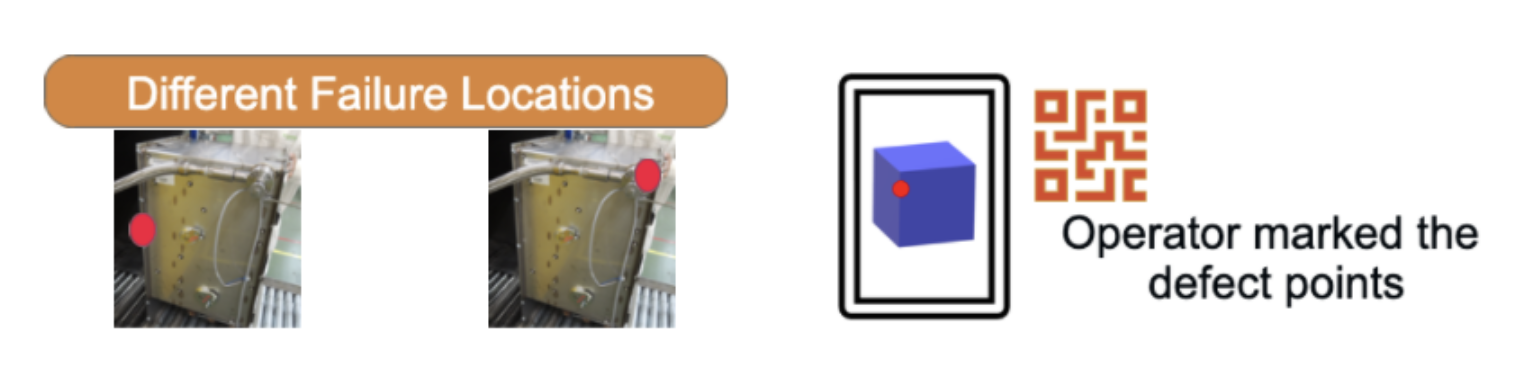
If you need to generate a report or document as a result of testing, it is important to consider quantification. In this case, selecting options with high scores in that category is crucial. This aspect also reflects the capability of measuring the leak rate.
Regarding the positioning column, the bubble test allows you to directly see the location of the leak. However, if the leak is large, it may not produce a noticeable pressure rise or decay, making it difficult to determine the exact location. In helium or hydron testing, a sniffer option is available to locate the leak.
Pressure testing relies on temperature changes. Therefore, pressure-based methods such as pressure rise and decay are not suitable in situations where temperature variations are possible. Additionally, methods such as camera and ultrasound testing require a significant pressure difference to provide accurate results.
If production rate is a critical factor and you require a fast response, it is advisable to choose methods with higher numbers, indicating faster testing capabilities.
Lastly, as the size of the product increases, testing becomes more challenging with certain methods. For instance, a 1 mbar pressure change in a small cartoon cap is equivalent to 0.1 liters, whereas in a gas tank, it is 200 liters. This difference is significant. Helium or hydron testing methods have relatively lower impact, and vacuum testing does not have any impact at all.
Leak Testing Methods, we provide
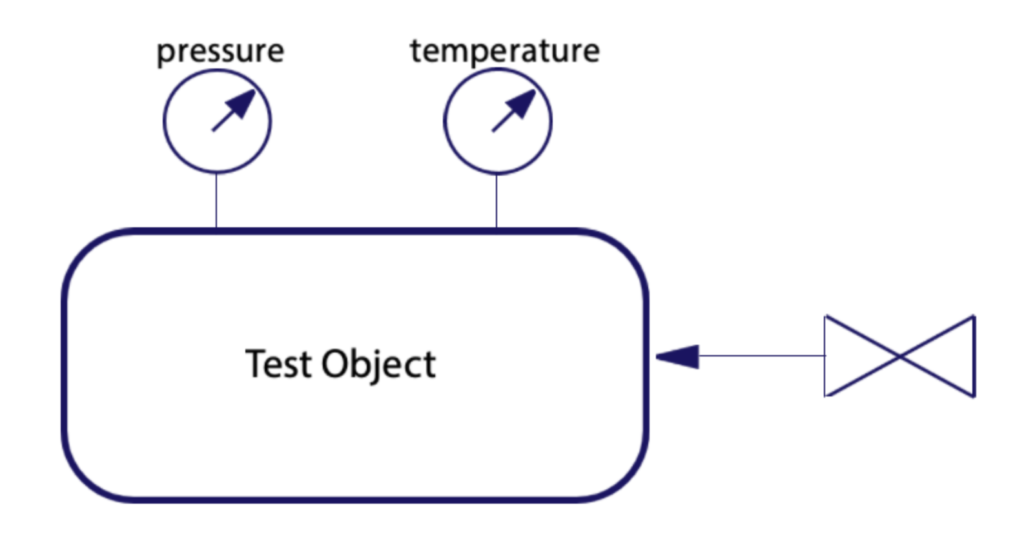
PRESSURE DECAY TESTING METHOD
Testing Process
- gas is taken to system
- temperature is checked
- pressure change is monitored
Proposed Applications
- Small sized products as bottles, coffee caps etc
- Can be applied to products where temperature effect is negligible or controlled precisely (1 degree change leads to 3 mbars of difference.)
- we do not recommend for big size products.
- Cycle time and leak rate are checked to define the test bench
- We do not recommend for big size test objects
PRESSURE DECAY TESTING METHOD
Testing Process
- Gas is vacuumed from the system
- Temperature is checked
- Pressure change is monitored
Proposed Applications
- Similar products are checked as pressure decay method
- Similar conditions are applicable as pressure decay as temperature
- This process is applicable when the product can withstand vacuum
- Cycle time and leak rate are checked to define the test bench
- We do not recommend for big size test objects
HELIUM TESTING AT AMBIENT
Testing Process
- Test object is taken to a chamber
- Test object is filled with right amount of gas
- Testing is performed
- Test set up is cleaned
- Test object is taken out
Proposed Applications
- Can be used to find leak on large sized objects.
- Battery trays, battery components are main field of application
- System is not affected by environmental factors as temperature and humidity
Our Added Value in Design
- We provide 100% verification in control for the result of the test.
- we provide means of cleaning without poluting the environment
- we have already produced and tested implementations on different sites
HELIUM TESTING AT vacuum
Testing Process
- The same cycle of ambient testing is applied with few differences.
- Product is vacuuumed before filling gas. Also chamber is vacuumed during testing
- Vacuum pumps are used and stronger chambers are in use
Proposed Applications
- Same products can also be tested under vacuum conditions with a shorter cycle times.
- Critical components with low leak rates down to technical tight level can be tested.
- System is not affected by environmental factors as temperature and humidity
Our Added Value in Design
- We provide 100% verification in control for the result of the test.
- we provide means of cleaning without poluting the environment
- we have already produced and tested implementations on different sites
- we developed solution to manufacture chambers in easier and more reliable manner.
WHY to USE HELIUM TESTING INSTEAD OF DRY AIR
There is a misconception that pressure decrease tests are universally known as “DRY-AIR” testing. In reality, DRY-AIR is the gas employed in these tests, while the actual testing methods can be either pressure decrease testing or MEMs flow testing. Throughout this section, I will use the “DRY-AIR Testing” as in a form that the test method is pressure decrease and the gas used is dry air.
The process of "DRY-AIR Testing"
When test is started;
- DRY AIR is fed up to desired pressure
- Valves are closed.
- Pressure decrease at point 3 and 5 are controlled.
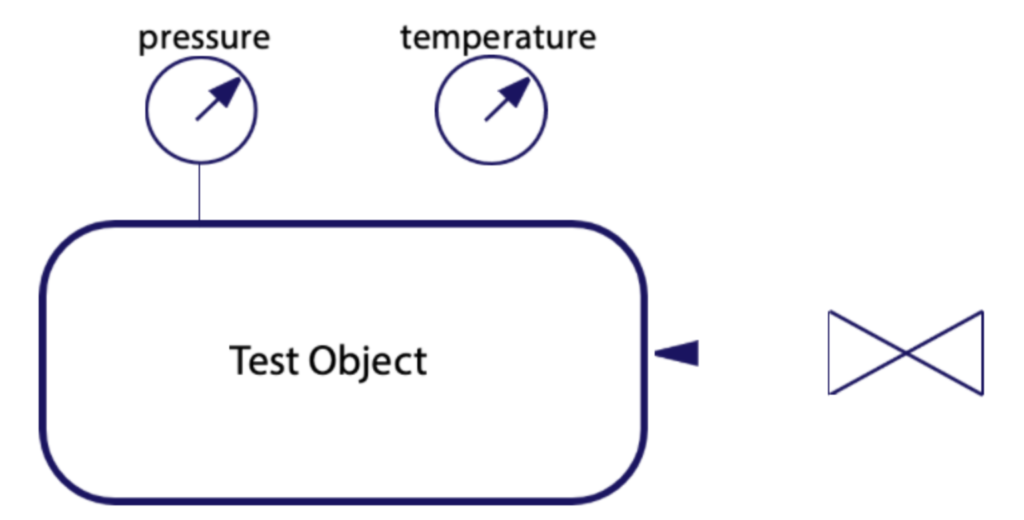
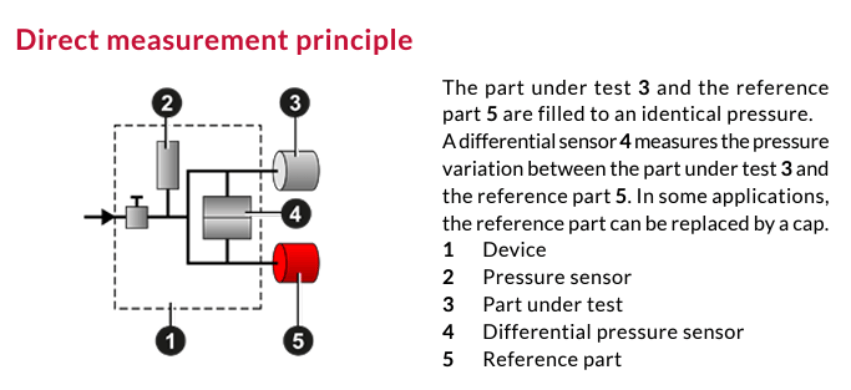
The schematic aside is taken from one of the most common test device used in the process.
- The test object is connected to device through “3”.
- The “dry-air” is fed through the path indicated by arrow.
- One reference part is placed in location “5”.
- Sensor is placed to measure at point “4”.
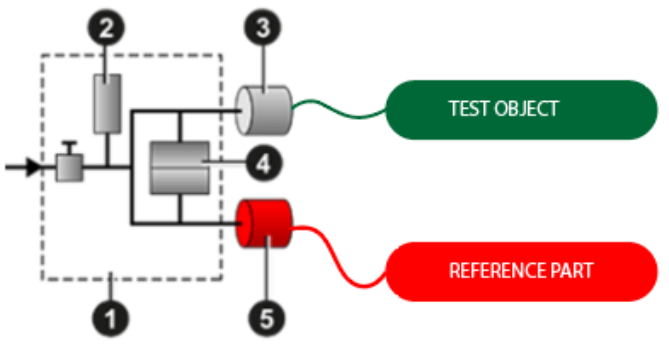
There are 3 main points that may affect your result.
Both to test object and reference part “DRY-Air” is fed.
Reference part is same but test object changes each time.
Humidity in reference part and test object are different.
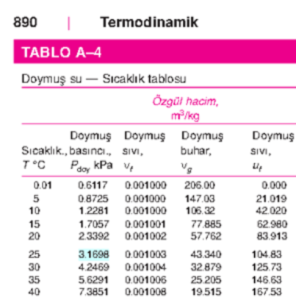
through the thermodynamic table it can be seen that there can be 3 mbar difference
3 mbar difference
There is a enthalphy change due to pressure change.
Reference object and Test object can have different temperatures.
Even if we have 1 degree of temperature difference
With temperature difference from 298K to 299K,
Pressure difference can be 3.35 mbar
3,35 mbar difference
The diameter, orientation, length of the hose connected to test object and reference part may difference.
This will lead to resistance difference so pressure may be different. This may lead to wrong reading.
0,5 mbar difference
When all these differences are added up to 7 mbar of difference is possible. Then either test duration must be kept so long or we reduce all these affecting factors
Helium Reuse and Hydrogen Usage
Helium is very valuable to exhaust after testing

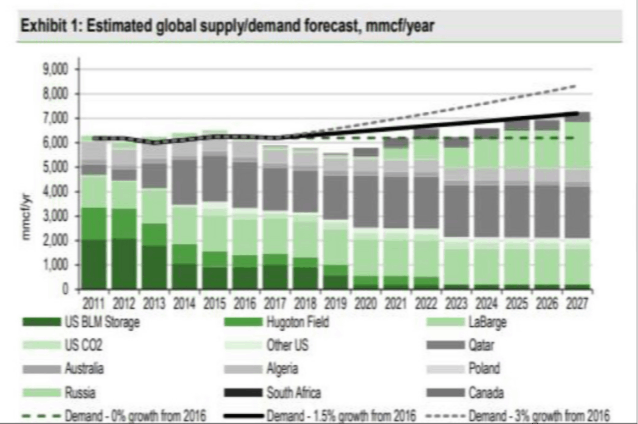
Helium is used in the testing devices as tracer gas. Gas is used in several fields. the testing is not the section where majority is covered. For that reason, the gas must be recovered and used several times. For some implementations, we also prefer to use hydron to get rid of helium consumption
Global supply demand curve is represented aside. As it can be seen the demand increases whereas the supply cannot increase as demand does. So definitely there will be a gap and will lead to supply issues.
environmental facts on helium

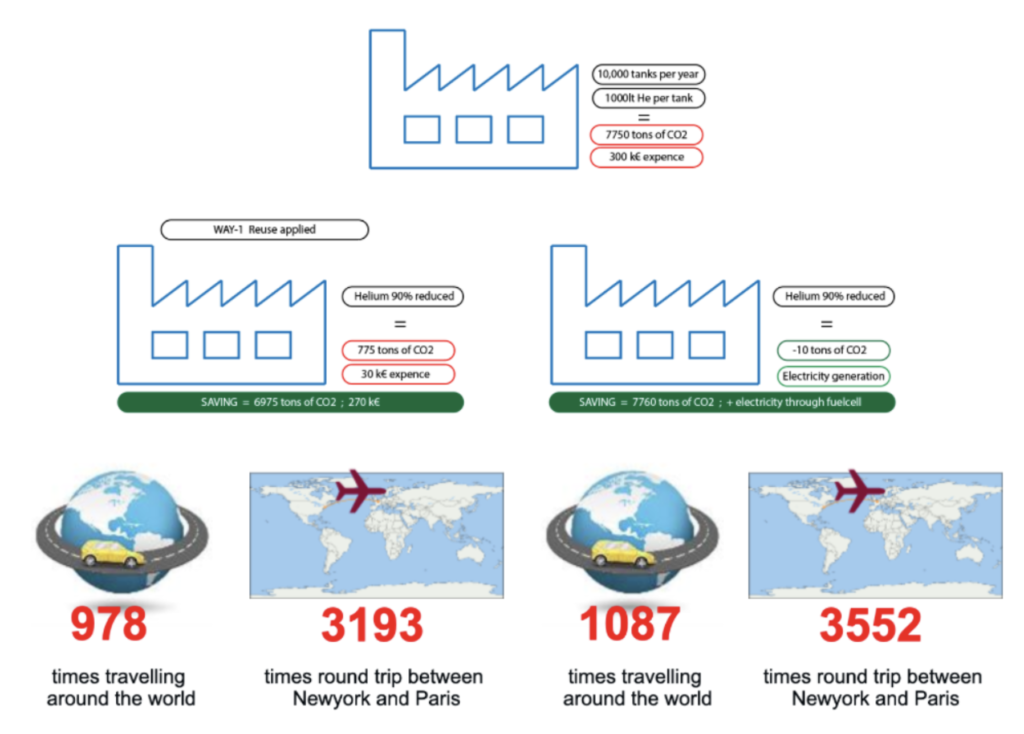
Production of 1 lt of “gas” Helium creates 775 g of CO2
Why Do We Use HElium?
- Smallest inert gas. It can pass through all cracks and possible leak points
- It is inert gas so it does not interact with any material
Do we Have Alternative way to get rid of Helium usage?
WAY 1
Implement reuse system and use helium again
- We have implemented reuse systems to use helium several times.
- Instead of exhausting the gas is stored at balloon or steel tanks. The gas is compressed to tank with higher pressure using compressor.
- Systems can operate between defined values of purity levels.
- The acceptance criteria of the leak test machine is set to the lowest purity level.
- System operates up to 40 bars.
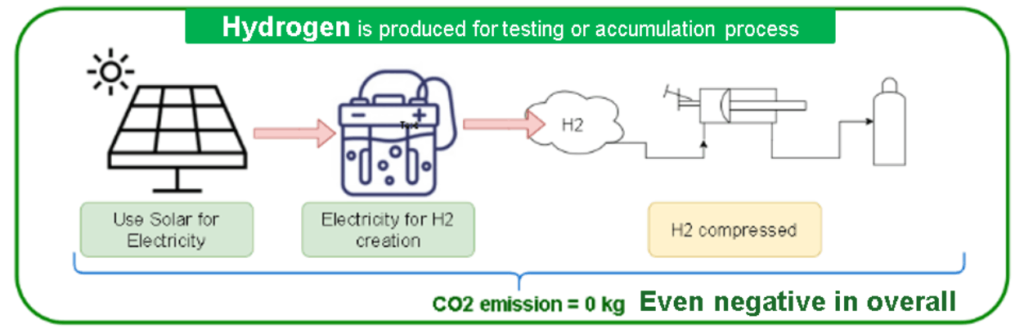
WAY 2
Use Hydrogen instead of Helium
Smallest gas ever known
Not inert gas so explosive.
Buthas been in use at satellites, and specs are known
We have emission detection system to secure
- Systems can operate between defined values of purity levels.
- The acceptance criteria of the leak test machine is set to the lowest purity level.
- System operates up to 40 bars.
Let us review with an example
Assume that we have a factory building tanks.
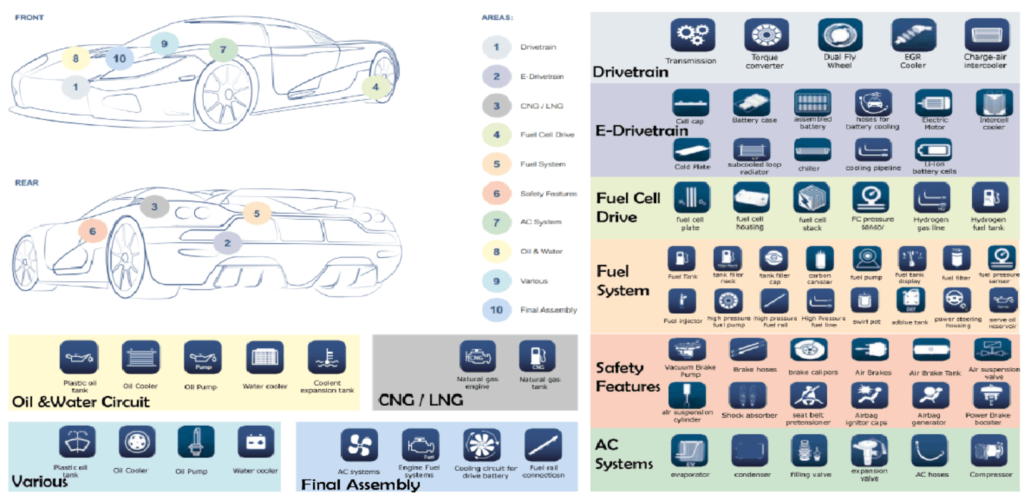
Overview of the Leak Testing applied in automotive
FUTURE OF TESTING
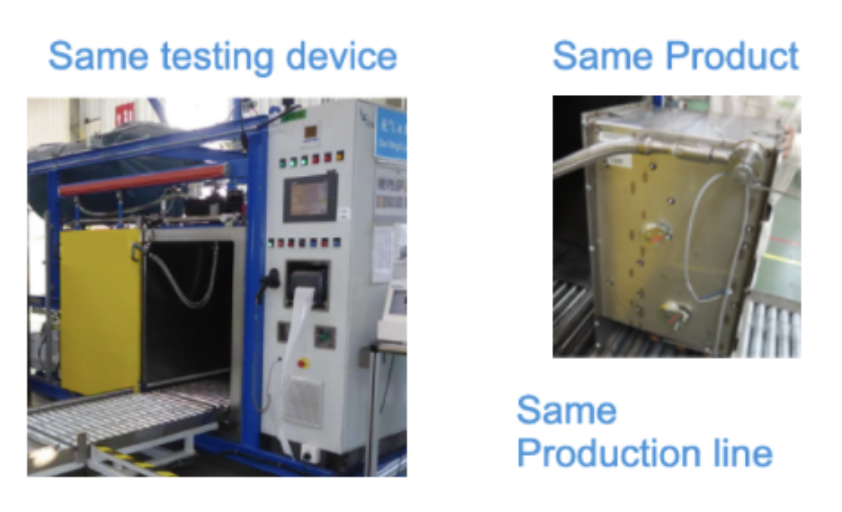
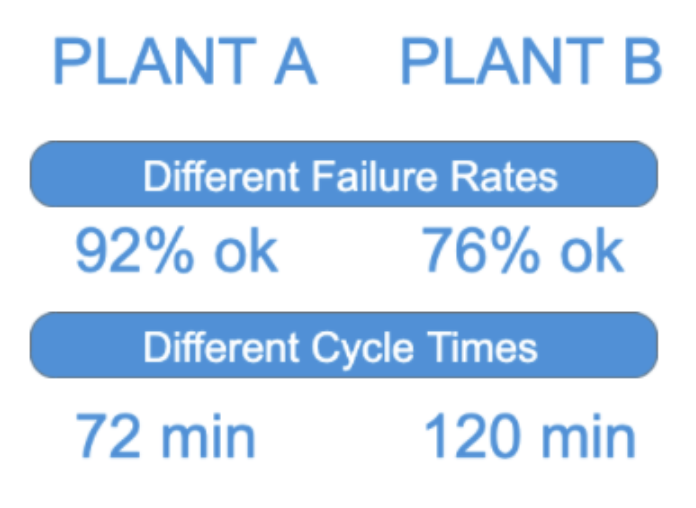
It is seen that PLANT A improved process. So parameters are updated. 16% failure rate reduced 48 min cycle time improved in PLANT B
Best practices on each side is shared. Best process parameters are defined
From the location information we can trace the parameter of the welding robot and improve the welding robot parameters